Rotary kiln in the production of active lime is one of the main equipment in the lime firing stage. Leakage of kiln tail is a common cause affecting the normal production and operation of kiln. Leakage at kiln tail causes air leakage at kiln tail, and cold air is inhaled into kiln, which increases heat loss. It not only affects the output and quality of rotary kiln, but also seriously affects environmental hygiene, makes working environment bad and restricts normal production. How to solve and avoid the leakage of kiln tail and clean the working environment? Through careful observation and careful analysis in production, find out the real reasons affecting the leakage of kiln tail, so as to suit the medicine according to the actual situation and deal with it, so as to achieve high quality and high yield and create a clean and harmonious working environment.
Through long-term production line design, on-site follow-up observation and analysis, Zhengzhou Fodamon Machinery Equipment Co., Ltd. considers that the main factors that may lead to the leakage of kiln tail are as follows:
- High filling rate of material in kiln
In the design of rotary kiln, corresponding to the corresponding output, the rotary kiln has a maximum filling rate to determine the relevant size of the rotary kiln.
When calculating the maximum filling rate of rotary kiln, the existence of material is taken as the ideal state. Taking 4 *60m rotary kiln as an example, the maximum filling rate of rotary kiln is calculated.
If the kiln shrinkage size is 2650mm, the kiln refractory brick thickness is 230mm, so
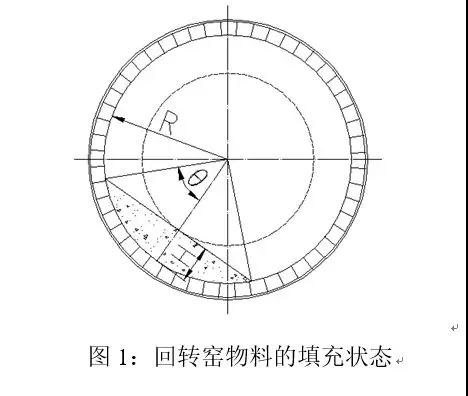
R=1770mm, H=445mm, R-H=1325mm,
θ=arcos(1325/1770)=41.53°

Formula: Φ2 —— Permissible filling rate of kiln tail shrinkage (%)
θ —— The angle between the highest point of the filling area and the center of the circle (º);
R —— The effective radius (m) of the kiln tail after bricklaying.
H —— height (m) of arch section in filling zone of kiln tail.
When the height of material surface is lower than the shrinkage height, there is no material leakage at the kiln end theoretically. When the height of material surface is greater than or equal to the height of shrinkage, there will be material leakage.
Filling rate of kiln tail material during actual operation of kiln
Firstly, the filling rate of kiln tail material is calculated by the following formula.
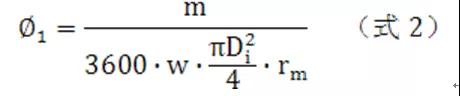
Formula: Φ1 ——filling rate of material at kiln end (%)
M ——raw limestone per hour, i. e. finished product multiplied by material consumption (t/h);
W ——the velocity of limestone at the end of kiln (m/s);
Di ——the effective diameter (m) of the kiln tail after bricklaying.
rm —— the specific gravity of limestone (t/m3), generally 1.4 (t/m3).
The material velocity at the end of the kiln can be calculated by the following formula:
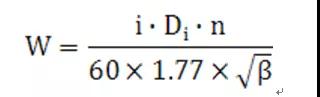
Formula: i ——inclination of rotary kiln (º);
Di ——the effective diameter (m) of the kiln tail after bricklaying.
n ——Rotary Kiln Speed (r/min);
β ——natural repose angle of limestone, generally take 35º
Taking the annual output of 200,000 tons of lime production line as an example, the annual output of the production line with an annual output of 200,000 tons is 25 tons. If the rotation speed of the rotary kiln changes under the assumption of constant output, the change of the filling rate of the kiln is as follows:
Rotary kiln6-Fodamon Machinery.jpg
It can be seen from the above table that when the 200,000 tons of active lime production line is in production, only when the kiln speed is ≥1.2r/min, the filling rate of the kiln is less than the maximum filling rate, so as to ensure that the kiln tail does not leak.

Therefore, the control of rotary kiln speed should be matched with the final output. When the output is large, the rotary speed of the kiln should be increased accordingly, so as to avoid the filling rate of the kiln being larger, resulting in the operation of thick material layer and the leakage of the kiln tail. It can also be seen from Formula 1 above that in order to ensure that the kiln tail does not leak, the kiln tail neck should be as small as possible to ensure adequate ventilation area of the system, so as to ensure that the problem of leakage at the kiln tail can be solved.
- The kiln tail seal is not good, causing kiln tail leakage
The sealing device of rotary kiln, whether at the kiln head or at the kiln tail, plays a sealing role between fixtures and rotary parts in the firing system. The firing system is a thermal environment. Taking the kiln tail as an example, there are not only high temperature, high dust and negative pressure technological environment, but also complex activities such as rotation, swing and axial movement of the kiln tail cylinder. Elliptical and bending deformation are unavoidable in the process of use. There are three-dimensional axial, radial and circumferential clearances between the rotary parts and the fixed parts in the process of rotation. When the sealing device is not good, there will be cold air entering, which increases the exhaust gas volume of the system, reduces the effective flow of flue gas under reasonable conditions, and increases the heat consumption of the system. Air leak, ash leak and unstable process operation lead to the reduction of production and quality, bring unnecessary economic losses to enterprises, and increase production costs.
To solve the problem of leakage, the first step is to solve the problem of air leakage. At present, the flexible structure is mostly used for kiln tail seal, which can effectively solve the deformation, cylinder deflection and eccentricity of rotary kiln under high temperature operation. Therefore, the sealing materials must be high elastic and high temperature resistant materials, which can maintain good mechanical properties when the kiln tail temperature reaches 1000 C, so as to ensure good sealing effect.
Kiln tail seal is an important part of rotary kiln. It is located between the rotary kiln and the stationary preheater. Its function is to isolate the kiln environment from the outside so as to prevent the inhalation of cold air outside the kiln and the leakage of materials inside the kiln. The unreasonable sealing of kiln tail will cause high heat consumption, increase production cost and pollute the environment.
The sealing effect of the kiln tail is poor. When the kiln tail material is full, a large number of materials are extruded from the sealing place, which not only causes serious pollution to the field environment, but also increases the labor intensity of workers. Secondly, because a large amount of ash is extruded from the sealing place, the sealing ring is often extruded and scraped, resulting in cold air entering the kiln system from the kiln tail, destroying the thermal system in the kiln, resulting in lower kiln tail temperature. The output and quality fluctuate greatly when calcination is affected.
Therefore, when the kiln tail seals work, you should pay attention to the condition of each component, whether there is any phenomenon such as jamming, slitting, and ash leakage. If necessary, adjust immediately to avoid a vicious circle.
- Leakage of kiln tail caused by unreasonable gap between chute, kiln tail shrinkage and chute
In order to solve the leakage, the gap between the kiln tail chute, the kiln end of the rotary kiln and the gap between the slipper and the blanking nozzle must be designed to deal with the relationship between the three. When the material slips from the nozzle to the rotary kiln, it is partially deposited. When the gap is unreasonable, a part of the material will be squeezed out from the gap during the rotation of the cylinder to cause leakage.
When the unloading of the kiln tail preheater is uneven, especially when the material is blocked, the material will be washed out from both sides of the chute into the seal, causing the equipment to leak. The actual kiln tailing is always uneven, so the design of the kiln tail chute is very critical.
According to the above situation, Zhengzhou Fodamon Machinery Equipment Co., Ltd. first checks the rationality of the user’s existing design of kiln tail shrinkage and feeding chute, and then according to the site situation, reforms or redesigns the user on the premise of saving for the user, so as to ensure the maximum reduction of air leakage and material leakage under normal production conditions, and ensure the flexible seal. Life in use.
- Shortening of burning loss of discharge chute at kiln tail and absence of retaining castables on both sides, resulting in leakage of material at kiln tail
The kiln tail chute has long been in the high temperature environment where the medium temperature at the kiln tail is about 1000℃. It is very easy to oxidize at high temperature. The castable will fall off because of the support without skeleton, and the castable falls behind, which enlarges the gap between the material chute and the kiln tail, thus leading to the leakage of the kiln tail.
Therefore, in the design of chute, we should fully consider the factors that support without skeleton falls off. In the design of chute, we should take the support frame of pouring material on the chute to prevent the pouring material from falling off due to the erosion of materials in the production process, so that the material rushes out of the chute and enters the gap between the chute and the chute at the end of the kiln, resulting in the leakage of the kiln tail. In addition, the slipper is changed from 180 degrees to 150 degrees, which enlarges the ventilation area of the kiln tail, improves the thermal system of the kiln tail, and reduces the probability of material leakage at the kiln tail.
- Leakage of kiln tail caused by inaccurate instrumentation in the system
The temperature measuring instruments at each point are inaccurate. Because of the inaccurate temperature, the fuel is given inaccurately and the system temperature is higher than the actual temperature. If the content of raw material powder is higher or the ash melting point of coal is lower, the kiln is very easy to circle. The filling rate at the kiln tail is too high after the circle, which results in the leakage of the kiln tail. In this regard, the main temperature measuring points should be checked regularly. The scales on the thermocouple head should be removed in time, and the damaged ones should be replaced in time.
According to the above analysis, the reasons for the leakage of the kiln tail are diversified. Once the kiln tail leakage occurs, it should be analyzed according to the actual situation and the specific situation, and the symptomatic medicine should be treated to stabilize the thermal system in the kiln and reduce the air leakage. Reduce heat loss, maintain a clean working environment and good system conditions.