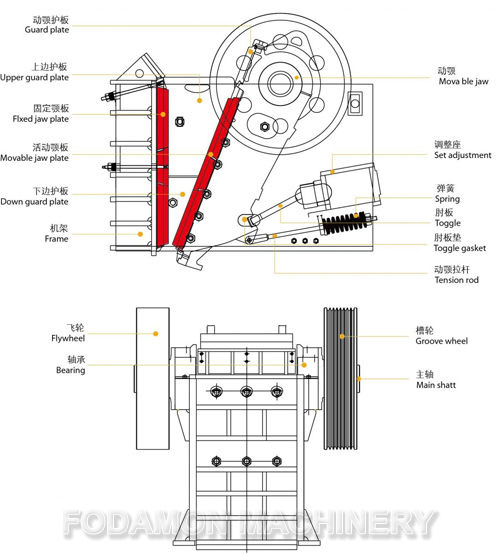
In jaw crusher, flywheel and groove wheel are installed on both sides of eccentric shaft. Flywheels play two important roles in jaw crusher: one is to balance the weight of the grooved wheels; the other is to store energy. In the work of jaw crusher, once the flywheel breaks down, it will directly affect the production operation of the equipment. Crack is one of the common faults of flywheel in jaw crusher. This paper mainly introduces the causes of flywheel cracks and the specific solutions.


- Reasons for the flywheel crack:
a. Material Material Problems. Flywheels and pulleys are generally made of gray cast iron, which is easy to process because of its low cost. But the disadvantage of gray cast iron is that it is brittle, poor mechanical properties and easy to crack under external force.
b. Material size is too large. If the ore block entering the jaw crusher is large, it is prone to smashing or the machine is “stubbled”. Sometimes it has to be treated with explosives, which inevitably has an impact on the crusher or even the flywheel. Cracks will appear.
c. Design and manufacturing process issues. The crack is at the transition point of the casting fillet, the wall thickness is large, the transition fillet is small, stress concentration is easy to occur after pouring, and crack is likely to occur after the load is applied. The casting fillet is not suitable for use, and shrinkage holes and cracks are generated during casting, resulting in stress concentration.
All of the above problems are in operation, and cracks appear due to the gradual manifestation of stress problems. - Countermeasures
Some manufacturers use temporary treatment to cope with production due to tight production tasks and lack of spare flywheels. Generally, the repair welding process is adopted, which has the advantages of winning the casting time of the spare parts and temporarily maintaining the production; the disadvantage is that the welding performance of the gray cast iron is poor, and the cracking in the welding process often occurs due to insufficient insulation measures on the site and the influence of the welding level. Even after welding, the service life is not long, and cracks will occur again after 3 to 6 months.
In order to extend the service life of the treated flywheel, the treatment plan can be replaced by the following methods:
a. In order to avoid machining stress on the outer circumference of the flywheel, the 20mm chamfer should be retained during machining. The original hub diameter is 520mm, and the diameter is 516mm±31, which guarantees surface machining accuracy and machining dimensions and tolerances.
b. The two sides of the flywheel plate are machined to ensure a sufficient contact area between the splint and the web. The machining depth is about 2 mm and the diameter is 900 mm. The unmachined surface of the machined surface and the web is chamfered.
c. Machining a pair of flanges with bosses, the material is made of 45 steel with good plasticity and toughness and easy to process. The flange hole size is 516±31.
d. The inner hole size and tolerance of the flange sleeve are matched with the outer circle of the machined hub to facilitate the clamping of the cracked flywheel.
e. The method of fixing the high-strength bolts with hinge holes. Because the diameter of the reaming bolt is almost the same as the diameter of the hole, the bolt is mainly subjected to the pressing and shearing stress in addition to the tensile force. When it is relatively slid between the coupling members, the bolt itself resists the shearing action. To prevent it from moving, so only a small preload is required. Under the condition of on-site vibration load, there is a structure for tightening the friction force of the flange, and the hole bolt should be used.
f. Install a pair of flanges on both sides of the flywheel to ensure the installation in place.

g. Use a reamer to evenly sew 18 bolt holes, and use high-strength bolts of 8.8 or higher to fix the flange and the flywheel web to ensure the clamping strength of the two flanges to the flywheel web.
h. Regularly check to prevent further cracking and prevent deformation of the flywheel.