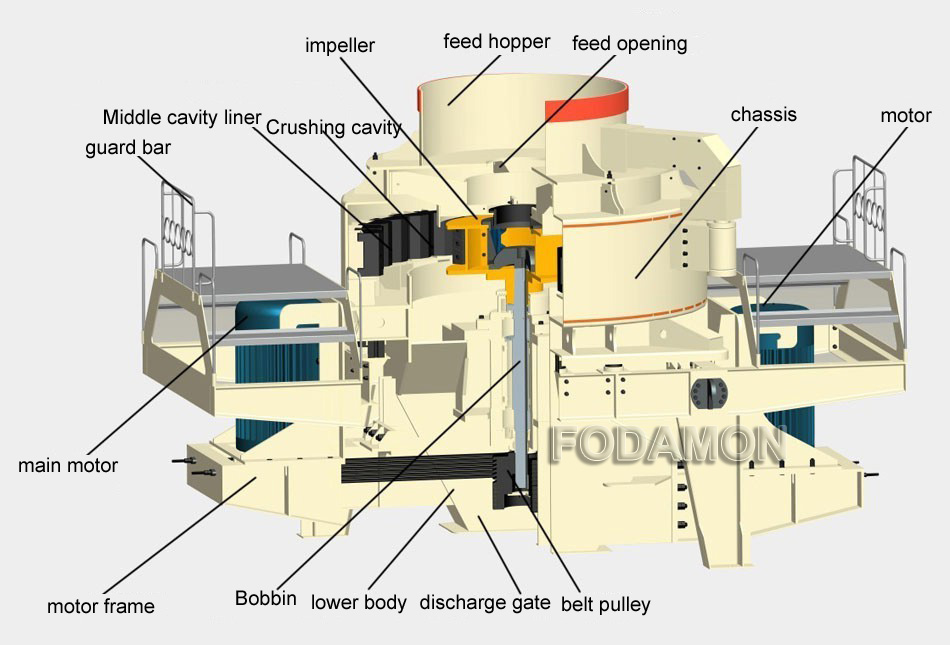
Vertical shaft impact crusher, also known as sand making machine, is widely used in construction sand and stone processing, cement preparation and fine crushing of raw ore in metal mines. As the executive part of vertical shaft impact crusher, the service life of rotor wear parts directly determines the maintenance cycle and equipment startup rate of vertical shaft impact crusher.

In the process of daily maintenance, it mainly focuses on the replacement of worn parts and the welding repair of rotor body wear. Therefore, the correct analysis of equipment wear, replacement standards and equipment maintenance methods are very important. In this paper, Fodamon engineers share the wear causes, maintenance and repair methods of rotor wear parts and rotor body.
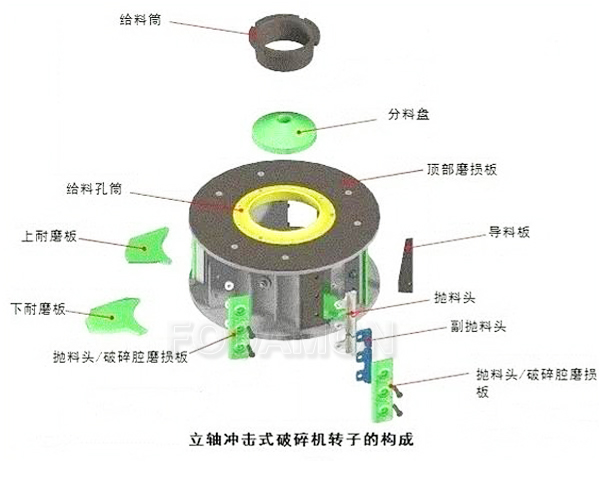
- Rotor mechanism
The rotor of vertical shaft impact crusher is mainly composed of rotor body, distribution plate, feeding hole sleeve, guide plate, upper wear plate, lower wear plate and top wear plate.
The routine maintenance mainly focuses on the regular replacement of worn parts and the welding repair of worn rotor body. Equipment maintenance and operation personnel can determine the operation state of the whole equipment through the wear of various parts of the rotor.
2. Wear analysis and maintenance method of rotor wear parts
2.1 wear analysis and maintenance method of throwing head
(1) Normal wear. The wear part of the throwing surface presents a central symmetrical arc-shaped wear depression. When the remaining amount of wear-resistant insert is less than 3mm, it shall be replaced in time.

(2) Side wear. The throwing surface presents a medium arc-shaped wear depression, and the wear part is upward or downward. When the residual amount at the maximum wear of the wear-resistant insert is less than 3mm, it shall be replaced in time. At the same time, the angle of the guide plate and the thickness of the accumulated material in the crushing chamber need to be adjusted to completely solve the lateral wear.
(3) The throwing head is cracked or cracked. Replace the cracked or cracked throwing head in time, check whether there is iron inclusion in the feeding, excessive feeding force or no sand inclusion on the assembly surface, and adjust and clean it in time to avoid similar situations.
When the matched throwing head on the rotor is worn to the replacement standard, the rotor throwing head assembly must be replaced. It is not allowed to replace one part selectively, otherwise the dynamic balance of the rotor will be affected.
2.2 wear analysis and maintenance methods of upper and lower wear plates
There is gully wear from the inner surface of the wear plate to the discharge port. When the thickness allowance of the wear plate at the maximum wear is less than 3mm, it must be replaced.

The abnormal wear of the upper wear plate is mainly due to the serious wear of the feed barrel and feed hole sleeve. It is necessary to check the wear of the feed barrel and feed hole sleeve and replace them (when the inner edge of the upper wear plate is worn to 3mm), and observe the wear position of the rotor throwing head to determine whether it is affected by the rotation position and installation angle of the guide plate.
If the lower wear plate is worn too fast, it is necessary to check the wear of the distribution plate. The wear of the distribution plate will directly aggravate the wear rate of the lower wear plate (the thickness allowance at the maximum wear position of the distribution plate is less than 3mm or the top of the fixed bolt begins to wear, it must be replaced). At the same time, observe the wear position of the rotor throwing head to determine whether it is affected by the installation position and installation angle of the guide plate.
3. Wear analysis and repair standard of rotor body
The wear of rotor body is mainly reflected in three aspects: top edge wear, bottom edge wear and inner side wear. It needs to be repaired manually periodically and follow the principle of “small repair and frequent repair”.
3.1 wear analysis

(1) The top edge is worn. The wear of the top edge of the rotor must be accompanied by the excessive wear of the top wear plate. The top wear plate shall be replaced before it is worn to the rotor body.
(2) The bottom edge is worn. The wear of the bottom edge of the rotor may be caused by the ore accumulation angle at the bottom of the rotor rubbing the lower part of the rotor and the edge. The ore accumulation at the lower part of the rotor should be reasonably reduced.
(3) The inner side is worn. Wear usually occurs when the feeding is fine or the material fluidity is large. The streamlined wear of materials on the gap or edge between the wear plate and the installation position of the rotor body needs to be filled with urethane sealant after the installation of the wear plate or throwing head.

3.2 repair standard
The repair of the worn parts of the rotor is mainly divided into two parts: the repair of the worn part and the surface hardening repair of the worn part. Welding repair is not allowed in the general assembly of the equipment and on the balancing machine.
(1) Repair the worn part. The welding rod with the same material as the rotor body shall be used for repair according to the original size of the rotor.
(2) Case hardening repair. The hardening repair of the worn part of the top edge only needs to be carried out on the outer edge on the basis of the repair of the worn part, with the thickness ≥ 5mm, the thickness of the lower surface hardening layer ≥ 2mm, and the radial hardening repair length ≥ 20mm. If the bottom edge is worn, the upper and lower surfaces and sides of the rotor bottom shall be welded and hardened. The specific parameters shall be repaired at the same time. After repair, the rotor dynamic balance shall remain unchanged.

The rotor of vertical shaft impact crusher needs periodic manual inspection and measurement of the allowance after wear, and the worn parts shall be replaced and the rotor body shall be welded in strict accordance with the replacement and maintenance standards. When the thickness allowance of rotor wear parts is less than 3mm, it is necessary to stop the machine and replace the whole set within 8h of equipment operation, and find out the wear cause at the same time. The repair of rotor body shall strictly comply with the repair standard to ensure that the repair quality and dynamic balance meet the production requirements.